
以下是:ARE360钢板激光切割的产品参数ARE360钢板激光切割,景博钢材有限公司为您提供ARE360钢板激光切割,联系人:薛经理,电话:13280467775、13280467775,QQ:3194201688,请联系景博钢材有限公司,发货地:汇通物流园发货到广东省 东莞市 莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇。 广东省,东莞市 东晋,立宝安县。唐,更名东莞县。宋,分东莞香山镇立香山县(今中山市)。明,将东莞县守御千户所、编户五十六里立新安县(今深圳市)。1985年9月,东莞县改设为东莞市(县级),仍属惠阳地区。1988年,东莞市升格为地级市,直属广东省管辖。是广府文化的发祥地之一,粤曲的重要发源地之一,也是中国的粤剧之乡。中国近代史的开篇地和改革开放的先行地,批新型城镇化综合试点地区和广东历史文化名城。的华侨之乡,森林城市、国际花园城市、全国文明城市、全国篮球城市等称号。珠三角中心城市之一、粤港澳大湾区城市之一,深圳都市圈城市之一、为“广东四小虎”之首,号称“世界工厂”,广东重要的交通枢纽和外贸口岸,中国4个不设区的地级市之一。
我们为您准备了ARE360钢板激光切割产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:ARE360钢板激光切割的图文介绍广东东莞景博钢材有限公司是一家专业生产销售广东东莞 耐磨板工厂,通过质量体系认证企业。公司一直以专业、创新、发展为企业精神,秉承好产品、好技术、好工程的高品质观,凭着敬业的精神,经过十多年的沉淀和研究,使公司的团队更加完善,技术更加过硬,迅速崛起,成为全国生产广东东莞 耐磨板的知名企业。
耐磨板二次处理工艺
首钢迁钢建成投产后每年产生耐磨板约90万t。按照循环经济理念,推进固体废物综合利用,实现节约资源和环境保护,在首钢迁钢循环经济产业园内建设一条年处理能力为 90万t的耐磨板处理生产线,对耐磨板进行资源化利用,实现渣与钢的分离,以及尾渣综合利用。首钢国际工程公司自主研发了耐磨板二次处理系统, 限度地回收耐磨板中的金属铁,降低耐磨板尾渣中金属铁的含量。根据对渣钢的质量要求,所设置的破碎、筛分、磁选作业可对产品粒度和质量随时调节,达到所要求的产品性能指标。耐磨板二次处理生产线主要设备充分利用首钢在 1997 年从德国 KHD 公司引进的一套年加工能力为 120 万t的耐磨板处理生产线的旧有设备,进行必要的修、配、改,并配套完善综合设施。使原16条皮带机改为6条皮带机参与运行,原工序复杂、设备多的耐磨板处理生产线创新变成了占地面积小,工序简单,投资少,既经济又合理的耐磨板处理生产线,对推进固体废物综合利用,大力发展循环经济起着重要的作用,取得良好的经济效益和社会效益。完全实现了钢铁企业固体废弃物“零”排放的目标。
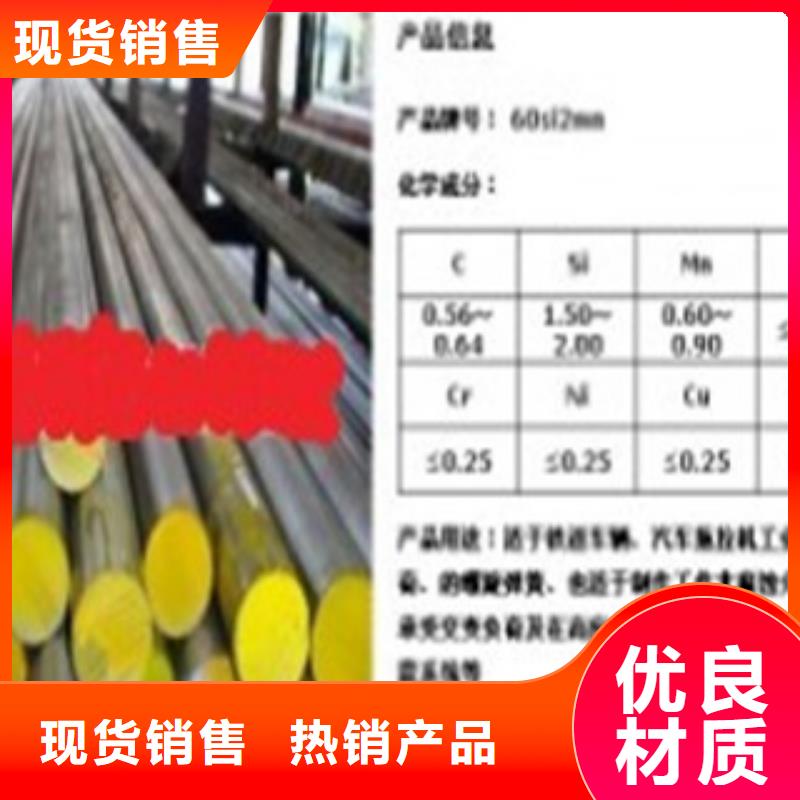
5.1 产品规格
渣钢系列
规格:大于300mm、300-70mm、70-35mm、35-10mm、小于10mm。主要用途:品位高于90%的渣钢回转炉炼钢,品位低于90%,进入渣钢处理生产线进行提纯。
尾渣系列
规格:小于35mm的尾渣、小于10 mm的粒化渣。
主要用途:1)用于制砖和路基材料的原料以及混凝土骨料使用;2)用于格栅板原料以及做水泥的生料等。
5.2 耐磨板二次处理工艺设计特点
首钢迁钢耐磨板二次处理工艺设计从紧凑型、节能型、环保型原则出发,采用 “两级破碎-四级筛分-六级磁选”工艺。在工艺选择中增加磁选工序,提高耐磨板对金属的回收率,实现效益 化,并为后期渣钢提纯工序提供可靠的原料来源。主要特点如下:
1) 具有先进性、实用性和环保性;
2) 耐磨板二次处理生产线工序简单、工艺流程短、设备少、占地面积小、建设周期快,投资少,既经济又合理;
3) 采用除尘设施,减少耐磨板二次污染、改善周围环境(生态环境、经营环境);
4) 渣钢回收率高,尾渣含铁量低,尾渣应用范围广;
5) 渣钢品位高,利用率大;
6) 延长了耐磨板利用的产业链条,对提高耐磨板利用的附加值、扩大其应用领域有重大意义;
7) 生产线运行均采用全程自动化控制和检测系统,确保系统、可靠运行;
8) 生产运行采用视频监控,减少管理及岗位人员,节约消耗,降低成本。
5.3耐磨板二次处理工艺流程
耐磨板在炼钢厂经热泼打水处理后,由装载机将耐磨板装入火车运至耐磨板处理料场堆存备用。生产线料台面上装有格筛,小于300 mm的耐磨板进入生产线原料仓。需处理的耐磨板在1号皮带机上,由磁选机选出 <300mm的渣钢。磁选后的耐磨板由1号皮带机送往1号振动筛,筛上>70 mm的耐磨板进入破碎机破碎,破碎到<70 mm的耐磨板到达3号皮带机;筛下<70 mm 的耐磨板进入2号振动筛,筛出>35 mm的耐磨板进入3号皮带机。3号皮带机安装有磁选机,选出<70 mm的渣钢。磁选后< 70 mm的耐磨板进入破碎机破碎,破碎成 <35 mm 的耐磨板送到4号皮带机,4号皮带机上安装有磁选机,选出<35mm渣钢。磁选后的耐磨板进入3号振动筛,筛下<10mm的耐磨板进入5号皮带机,把耐磨板料送入料场。筛上>10mm的耐磨板进入6号皮带机;2号振动筛筛下的耐磨板进入2号皮带机,2号皮带机上安装有磁选机,选出粒度 <35mm的渣钢,磁选后的耐磨板进入3号振动筛,筛下<10mm的耐磨板进入5号皮带机,由5号皮带机将耐磨板料送入料场,筛上耐磨板进入6号皮带机,由6号皮带机把>10mm的耐磨板料送入料场。整个过程经过4次跨带磁选和2次磁辊磁选,获得不同品位和粒级的产品。
双排式托盘运输自动控制系统技术特点
双排式托盘运输系统的特点是:运输量大;生产节奏快( 可达1卷/min);现场环境温度高(可达800℃)。所以工艺对整个运输系统物料跟踪和自动控制水平要求高,正常生产不能采用人工或者手动控制,需全自动运行。迁钢1580mm耐磨板托盘运输系统实现了“一键式、全自动”的运输功能,即耐磨板从卷取机出来,在无故障情况下,可实现转台方向、进检查站、打捆、喷号、称重、吊装点(入库位置)自动选择等的全自动控制;并对每个耐磨板的运输过程进行全程跟踪和相关数据的采集记录。
(1) L1系统
① 分布式远程IO
由于整个托盘运输线超过200台(套)设备分布在近400m厂房范围内,所以整套系统在现场设置了10套远程IO柜,用于采集现场设备信号和控制设备信号的输出,既节省了电缆长度,又提高了信号的稳定性,同时减少了干扰源和故障点。
② 现场触摸屏的使用
现场柜上设置触摸屏作为现场机旁操作使用,由于触摸屏采用软件编程来实现,可以更灵活地选择单个或多个设备进行操作,相对传统的按钮式操作盘更简洁、操作更方便。
③ 光纤网络的应用
为适应托盘运输线分布范围广的特点,连接主操作室、耐磨板库操作室及两套主控PLC采用了光纤以太网;同时,对于连接现场远程IO柜的DP网络,也采用了西门子OLM连接的DP光纤网络。光纤网络的应用,避免了现场电气设备所产生的信号干扰,增加了网络传输距离,保证了整套网络系统的稳定运行。
④ 分区式控制
由于整个托盘运输线运输距离长,运行和检测设备多,为更好地实现自动控制和减少局部设备故障对生产的影响,将整个运输系统分为多个自动控制段,每个控制段既可以实现独立的自动运行,互不干扰,又可以实现自动衔接进行运输。
⑤ 上位操作简单
由于整个系统自动化程度高,操作室上位画面以设备运行监视为主。操作方面只需根据生产需要简单选择各区域的手/自动启动、停止,操作人员的劳动强度大大降低。
(2) L2系统
① 高可靠系统结构
1. 技术研发历程
高炉喷吹耐磨板粉可以降低焦炭消耗,减少炼焦污染,调节炉况,促进高炉稳定顺行,强化高炉冶炼。首钢作为我国高炉喷耐磨板技术的开创者和先行者,早在1963年,就进行了系统的研究与试验,并于1964年在国内率先将其在高炉上进行工业化试验。1966年,首钢在全公司的高炉上进行推广应用,当时的年平均喷耐磨板量达159kg/tHM, 月平均喷耐磨板量达到279kg/tHM,创造了当时的世界纪录。1994年,在首钢1726-2536m3四座高炉上应用,采用集中制粉,间接喷吹,串联罐多管路喷耐磨板。2000年,首钢进行重大技术改进,采用中速磨耐磨板机制粉,布袋一级收粉,双系列串联罐直接喷吹,在首钢两座(1780m3、2536m3)高炉上应用,达到国际先进水平。
2004年,首钢国际工程公司设计的湘钢1800m3高炉,采用中速磨制粉,并列罐间接喷吹。2007年,首钢国际工程公司设计的迁钢2号2650m3高炉,采用并列罐直接喷吹,并实现全自动喷耐磨板操作。2009年,首钢国际工程公司设计的京唐1号5500m3高炉,采用并列罐直接喷吹,全自动喷耐磨板操作,并实现浓相输送。2010年,首钢国际工程公司设计的迁钢3号4000m3高炉,采用并列罐直接喷吹,全自动喷耐磨板。2010年,首钢国际工程公司设计的京唐2号5500m3高炉,采用并列罐直接喷吹,浓相输送,全自动喷耐磨板。
经过几十年的发展,首钢国际工程公司不断完善和优化设计,掌握了从原耐磨板料场到耐磨板粉制备和喷吹的全套高炉喷耐磨板工艺设计。近年来,首钢国际工程公司还参与编制了 标准GB 50607-2010《高炉喷吹耐磨板粉工程设计规范》。
2. 高炉喷吹耐磨板粉技术的主要技术特点
2.1 长距离直接喷吹,紧凑型布局
由首钢国际工程公司设计的首钢2号、3号高炉喷耐磨板工程,完全采用国产化技术和设备,采用紧凑型短流程工艺,实现了耐磨板粉长距离直接喷吹。2号高炉喷耐磨板总管长度达到452m,已被列入第九批《中国企业新记录》。该项工程经有关专家鉴定,达到国际先进水平。
2.2 浓相输送
耐磨板粉喷吹一般按输送浓度可分为稀相输送和浓相输送。稀相输送工艺相对简单,运行比较稳定;而随着耐磨板粉输送浓度的提高,虽然增加了运行不稳定的可能性,但其可以节约大量输送气体的消耗,并且减少了管道磨损,因此其降低了维护和运行费用。为输送过程中的不稳定因素,可通过改善喷耐磨板罐底部的流化状态,以及改善输送管道的补气系统和输送管路的布置,来达稳定运行的目的。另外首钢国际工程公司通过吸收国内外先进技术,开发完善了浓相喷耐磨板技术的设计,并将其成功应用于实施项目中。从实际运行效果看,其输送连续,系统运行平稳,固气比可达到大于40kg/kg。
2.3 均匀喷吹
耐磨板粉分配方式现在主要以单管加分配器方式为主,分配器后各支管的耐磨板粉均匀分配有利于高炉运行稳定顺行。目前首钢国际工程公司的设计通常采用支管等阻损布置,通过计算机三维辅助设计软件,喷耐磨板量常规偏差小于4%。
2.4 喷耐磨板的全自动化操作和实时监控
随着设备的大型化和操作的精度等要求的提高,高炉喷耐磨板操作对于自动化控制要求也越来越高。
1) 全自动化操作提高了生产效率
全自动喷吹可使储耐磨板场,制粉系统,喷吹系统等过程实现PLC自动控制,不但减少人为主观不确定性和不完全准确性的影响,缓和手工计算与操作和喷耐磨板对炉况影响的滞后性之间的矛盾,还可以大大减少误操作造成的损失,更能进一步减少在岗人员的数量,使得喷耐磨板系统在时间和空间上都大幅度提高了生产效率。
2) 喷耐磨板控制精度得到提高
全自动喷吹以中速磨为核心,进行连锁控制,同时实现了对下耐磨板量、耐磨板温、喷耐磨板量、充压稳压自动调节及自动倒罐。在自动控制及计量和调节精度方面,按照高炉要求自动调节,喷耐磨板量计量精度可以控制在1%误差范围内,各风口喷吹耐磨板粉的均匀性控制在4%的误差范围内。与以往手工计算调节控制相比,更加合理。
3) 实时监测
在线检测系统内的气体成分和温度检测,一旦超过范围,自动报警,并进行相应的联锁吹扫或停机等操作。
2.5 三维软件辅助设计
在普通的二维平面设计条件下,由于喷耐磨板系统的管线繁多且错综复杂,管线与管线间或管线与电缆槽间现场发现相互干涉的问题再所难免,这样在现场安装施工时,不但需要返工增加费用,而且延误了施工工期。为将喷耐磨板系统的设计做到更、更精细,首钢国际工程公司引入了三维工厂设计软件。该三维工厂设计软件集智能化建模、碰撞检查、出图及报表、全厂漫游等功能于一体,有效提高了设计及施工效率和准确性。
您是想要在广东省东莞市采购高质量的ARE360钢板激光切割产品吗?景博钢材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的ARE360钢板激光切割产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:薛经理-13280467775,QQ:3194201688,地址:《汇通物流园》。










